










Vitbok: Board-to-board-kontakter för industriella sensorer och kamerasystem
Snabbare, mindre, tåligare: När de används i industriella sensorer och kamerasystem måste kontaktdon uppfylla allt fler krav. Trenden går mot modularisering. Med hjälp av board-to-board-kontaktdon kan kretskort kombineras på olika sätt, vilket i hög grad avgör sensorns funktionalitet. I tider av Industri 4.0 måste kontakterna inte bara bli allt mindre och mer kraftfulla – förutom miniatyrisering och hög hastighet kräver användning i industriella miljöer ofta extrem robusthet. Denna guide ska hjälpa dig att hitta rätt kontaktdon för din maskinvisionsapplikation.
Tre krav står i fokus vid utvecklingen av moderna sensorer och kamerasystem för industriella tillämpningar: höghastighetsdataöverföring, miniatyrisering och robusthet. Dessa krav kan i sällsynta fall betraktas separat – men beroende på vilka prioriteringar som görs kan man hitta den optimala kontaktdonet för just din tillämpning.
Höghastighetsdataöverföring
Intelligenta sensorer och kameror i industriella miljöer kräver, i en tid präglad av big data, IoT och IIoT, även en säker höghastighetsdataöverföring. Kontaktdon för höghastighetsapplikationer bör ha en kontaktdesign med motsvarande hög prestanda. Eftersom ett kontaktdon på grund av sin geometri utgör en viss riskfaktor för variationer i impedansförloppet, läggs särskild vikt vid optimering av kontaktdesignen för att styra impedansen vid utvecklingen av höghastighetskontaktdon. Här är det viktigt att i möjligaste mån minimera tvärsnittsförändringar i kontaktdonet, eftersom dessa medför impedansvariationer som i sin tur leder till förluster i signalöverföringen.
Vid miniatyriserade konstruktioner bör kontaktdon dessutom vara försedda med elektromagnetisk skärmning, eftersom framför allt högfrekventa signaler är särskilt känsliga för oönskade elektromagnetiska effekter. Här kan redan en liten impuls räcka för att förvränga brukssignalen, så att mottagaren inte längre kan tolka de digitala tillstånden entydigt.
En kontakt kan därvid ta på sig både rollen som störningssänka och störningskälla, det vill säga å ena sidan vara utsatt för påverkan från andra komponenter i modulen och å andra sidan själv påverka omgivande komponenter elektromagnetiskt. Med kopplingsinduktansen LK, mätt i picohenry (pH), kan kontakten beskrivas i båda funktionerna – källa och sänka. En enkel mätuppställning hjälper användarna att ta reda på vilken kontakt och vilken pinout som är nödvändig respektive optimal för deras respektive tillämpning. För detta måste brukssignalen störas med hjälp av en burstgenerator och den maximalt tillåtna kopplingsinduktansen mätas. Om den inducerade spänningen (Uind), generatorns spänning (UGen) samt generatorkonstanten (kGen) är kända, kan den specifika, maximalt tillåtna kopplingsinduktansen (L) för varje tillämpning bestämmas med hjälp av följande formel:
L = Uind / (UGen * kGen)
Kopplingsinduktansen hjälper dessutom användaren att definiera den lämpliga kontaktdonet med avseende på dess elektromagnetiska kompatibilitet. På så sätt kan även kostsamma och tidskrävande trial-and-error-tester i EMC-laboratoriet undvikas.
Det är dessutom möjligt att sänka kopplingsinduktansen hos ett kontaktdon med hjälp av en skärmning. Här är ett tillämpningsexempel: För en HDMI-signal fastställdes vid en spänning på 4,4 kV en fallspecifik maximal kopplingsinduktans på 47 pH. Om värdet ligger över detta kan signalen inte längre överföras störningsfritt. Följande bild visar att kopplingsinduktansen har sänkts avsevärt genom användning av ett skärmningskoncept.
En kontakt kan därvid ta på sig både rollen som störningssänka och störningskälla, det vill säga å ena sidan vara utsatt för påverkan från andra komponenter i modulen och å andra sidan själv påverka omgivande komponenter elektromagnetiskt. Med kopplingsinduktansen LK, mätt i picohenry (pH), kan kontakten beskrivas i båda funktionerna – källa och sänka. En enkel mätuppställning hjälper användarna att ta reda på vilken kontakt och vilken pinout som är nödvändig respektive optimal för deras respektive tillämpning. För detta måste brukssignalen störas med hjälp av en burstgenerator och den maximalt tillåtna kopplingsinduktansen mätas. Om den inducerade spänningen (Uind), generatorns spänning (UGen) samt generatorkonstanten (kGen) är kända, kan den specifika, maximalt tillåtna kopplingsinduktansen (L) för varje tillämpning bestämmas med hjälp av följande formel:
L = Uind / (UGen * kGen)
Kopplingsinduktansen hjälper dessutom användaren att definiera den lämpliga kontaktdonet med avseende på dess elektromagnetiska kompatibilitet. På så sätt kan även kostsamma och tidskrävande trial-and-error-tester i EMC-laboratoriet undvikas.
Det är dessutom möjligt att sänka kopplingsinduktansen hos ett kontaktdon med hjälp av en skärmning. Här är ett tillämpningsexempel: För en HDMI-signal fastställdes vid en spänning på 4,4 kV en fallspecifik maximal kopplingsinduktans på 47 pH. Om värdet ligger över detta kan signalen inte längre överföras störningsfritt. Följande bild visar att kopplingsinduktansen har sänkts avsevärt genom användning av ett skärmningskoncept.

Både Boardlocks och de yttre kontakterna kopplades till jordpotential, både för den oskärmade och den skärmade versionen, medan ett signal matades in via ett kontaktpar. De uppmätta värdena för kopplingsinduktansen kan illustreras med hjälp av färgförlopp för det elektriska och magnetiska fältet. Simuleringen med en oskärmad kontakt har visat att det här förekommer en kopplingsinduktivitet på upp till 196 pH. Med det fastställda gränsvärdet på 47 pH skulle en störningsfri signalöverföring därmed inte längre kunna garanteras. För den skärmade kontaktdonet ligger däremot kopplingsinduktivitetsvärdena på 1 till 4 pH. Dessa kunde alltså minskas med ungefär en faktor 50 genom skärmningen, vilket säkerställde en störningsfri överföring. Vid högre polantal är till och med en minskning med en faktor 100 till 200 möjlig.
För användaren har skärmningen positiva egenskaper på två sätt: Dels fungerar kontaktdonet därmed mindre som störkälla, dels utgör det genom skärmningen en mindre störningssänka för signalerna. Genom användning av skärmade kontaktdon kan dessa nu dessutom placeras närmare störkällor och störningssänkor på kretskortet. Dessutom möjliggörs en högre effektklass vid de föreskrivna burst- och surge-testerna av den elektriska apparaten.
För användaren har skärmningen positiva egenskaper på två sätt: Dels fungerar kontaktdonet därmed mindre som störkälla, dels utgör det genom skärmningen en mindre störningssänka för signalerna. Genom användning av skärmade kontaktdon kan dessa nu dessutom placeras närmare störkällor och störningssänkor på kretskortet. Dessutom möjliggörs en högre effektklass vid de föreskrivna burst- och surge-testerna av den elektriska apparaten.
miniatyrisering
Trots den ökande funktionsintegrationen får storleken på sensorer och kamerasystem inte öka. Inom industriell automation krävs oftast till och med en ständig miniatyrisering för att kunna bygga allt mer kompakta maskiner. På samma sätt kräver trenden mot modulära uppbyggnader av sensorer eller kameror att man använder motsvarande miniatyriserade kontaktdon. Under de senaste decennierna har därför kontaktdonen, med nästan identisk prestanda, reducerats till en bråkdel av sin ursprungliga storlek.

För tillämpningar med särskilt begränsat utrymme är ytmonteringstekniken ett lämpligt val. Den är särskilt utrymmesbesparande eftersom den möjliggör bestyckning på båda sidor av kretskortet samt små rasteravstånd. Med pressmonteringstekniken skulle ett tätt raster på endast 0,5 mm till exempel inte vara möjligt på grund av de fysiska krafter som verkar under pressmonteringsprocessen – och inte heller en dubbelsidig bestyckning av kretskortet. När det gäller miniatyriserade applikationer finns det dessutom ett ytterligare viktigt kriterium att beakta vid valet av rätt kontaktdon: I dessa fall ligger känsliga komponenter i en modul ofta mycket nära varandra. Detta medför en ökad risk för ömsesidig elektromagnetisk påverkan mellan komponenterna. Naturligtvis får dataöverföringen i din applikation under inga omständigheter störas, förvanskas eller till och med förhindras. Av denna anledning blir EM-skyddet allt mer relevant. För att undvika signalstörningar rekommenderas därför, precis som vid höghastighetskontaktdon, att man även här väljer ett skärmat kontaktdon.
Robusthet
Sensorer och kamerasystem som används i maskinens omedelbara närhet utsätts i särskilt hög grad för tuffa miljöförhållanden. För att skydda elektroniken mot dessa yttre påverkan kan hela enheten ingjutas. För detta krävs dock en anslutningslösning som är kompatibel med ingjutningen. Vanliga kontaktdon har här en klar nackdel, eftersom det känsliga kontaktområdet måste skyddas mot ingjutningsmassan. Den använda fjäder-kniv-kontakttekniken skulle i detta fall inte uppfylla det nödvändiga IP-skyddsklasskravet för dessa material.

När man väljer rätt kontaktdon bör man därför se till att välja en anslutningslösning i ett stycke, det vill säga ett kontaktdon som klarar sig utan det traditionella kontaktområdet. På så sätt möjliggör gjutmassan en hållbar och robust anslutningslösning, samtidigt som den inte kan tränga in i kontaktområdet.
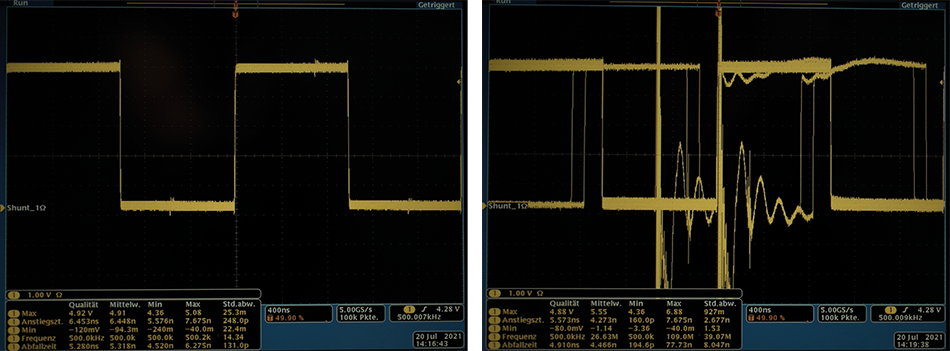
Om elektroniska komponenter ska testas med avseende på robusthet kan detta göras inom ramen för laboratorietester. Då måste det standardiserade stötprofilen (profile) överensstämma med målvärdet (control), det vill säga en acceleration på 50 g med en tolerans på 20 procent (high abort och low abort). Enligt DIN EN 60068-2-27 är en kontaktavbrottstid på ≤ 1 µs tillåten.
Om elektroniska komponenter ska testas med avseende på robusthet kan detta göras inom ramen för laboratorietester. Då måste det standardiserade stötprofilen (profile) överensstämma med målvärdet (control), det vill säga en acceleration på 50 g med en tolerans på 20 procent (high abort och low abort). Enligt DIN EN 60068-2-27 är en kontaktavbrottstid på ≤ 1 µs tillåten.

Om kontaktdonet i er applikation utsätts för extrema yttre miljöfaktorer som vibrationer, stötar, fukt, smuts, extrema temperaturer eller temperaturväxlingar krävs också extrem robusthet. Att gjuta in er komponent kan vara till hjälp, men det är ändå klokt att inte förlita sig enbart på detta. Istället rekommenderas en kombination av ingjutning och pressmontering. Den senare har redan bevisat sin duglighet miljarder gånger och anses vara den mest robusta och pålitliga anslutningsmetoden – även under ogynnsamma förhållanden. Vid pressinläggningstekniken pressas kontaktstiftet (pinnen) in i ett genomgående hål i kretskortet, vilket skapar en både elektrisk och mekanisk förbindelse mellan kontaktdonet och kretskortet. Samtidigt kan kostnadsbesparingar på upp till 50 procent uppnås, eftersom tidskrävande lödarbeten och dyra kabellösningar undviks. Om det sårbara anslutningsområdet utelämnas kan en kontaktdon i kombination med presstekniken till och med tåla stötbelastningar på 50 till 200 g utan kontaktavbrott.
När det krävs mångsidiga medarbetare
I teorin kan dessa krav – höghastighetsdataöverföring, miniatyrisering och robusthet – betraktas relativt skarpt åtskilda från varandra. Som användare kommer du dock säkert att upptäcka att den kontaktdon du behöver i de allra sällsynta fall endast behöver uppfylla ett av kraven. Av denna anledning uppfyller många kontaktdon flera av dessa kriterier i olika grad. I vissa fall lönar det sig också att ta en titt på de ”allround-kontakterna”. Om till exempel flera kontaktdon ska användas samtidigt rekommenderas det att välja en produktfamilj som har hög skalbarhet. På så sätt kan man undvika tids- och kostnadskrävande godkännandeprocesser och samtidigt säkerställa att alla produkter i en kontaktdonfamilj är kompatibla med varandra – oavsett om de är skärmade, oskärmade, raka eller vinklade.

Några frågor?
Som experter på kretskortskontakter och kontaktdon delar vi gärna med oss av vår kunskap, till exempel genom webbseminarier skräddarsydda för just er:
www.webinar.ept-group.de
Eller kontakta oss direkt med alla frågor som rör kontakter!
ept GmbH
Bergwerkstr. 50
86971 Peiting, TYSKLAND
Telefon +49 (0) 88 61 2501-0
Fax +49 (0) 88 61 2501-700
www.ept.de sales@ept.de
www.webinar.ept-group.de
Eller kontakta oss direkt med alla frågor som rör kontakter!
ept GmbH
Bergwerkstr. 50
86971 Peiting, TYSKLAND
Telefon +49 (0) 88 61 2501-0
Fax +49 (0) 88 61 2501-700
www.ept.de sales@ept.de